我们都知道现在通风管道越来越受消费者的欢迎,但是很多消费者对风管了解的还不够多,比如如何对风管进行焊接?有几种焊接方法?加固方法有有哪些?还有河南不锈钢风管与部件进行制作是,需要符合一定的要求,那具体有哪些呢?下面有伟业通风的小编给大家详细介绍下:
一、.电、气焊以及点焊、缝焊的操作
电焊:适用于板厚在1.2mm以上的风管和部件,特点是焊接速度快、变形较小,但缺点是板材较薄时容易烧穿。在进行操作时,应将被焊件表面清理干净,并在焊接处留0.5—1mm的间隙。焊件对齐,点焊几处后进行满焊。为了防止烧穿,还可采用搭接缝、搭接角缝的焊接方式。
气焊:多用于较薄板材的焊接,但由于加热面积大,加热时间长,因此焊接表面易变形。
点焊和缝焊:主要是用在风管的拼接和闭口缝上,操作主要是通过电加热和触头的压力将被焊件焊接在一起。这两种焊接方法效率高,且焊件表面平整,不容易变形,焊缝严密牢固。
锡焊:主要是用于风管、部件翻边以及咬口处不严密,电烙铁的形状、大小应根据焊接处的要求进行选择。在进行操作时,先将烙铁镀上锡,加热后将其表面处理干净,再放入氯化锌溶液浸一下,再蘸上锡。可以先点焊后连续焊,以确保锡焊质量。焊接时温度要适当,且焊缝处要密实,确保焊接强度。
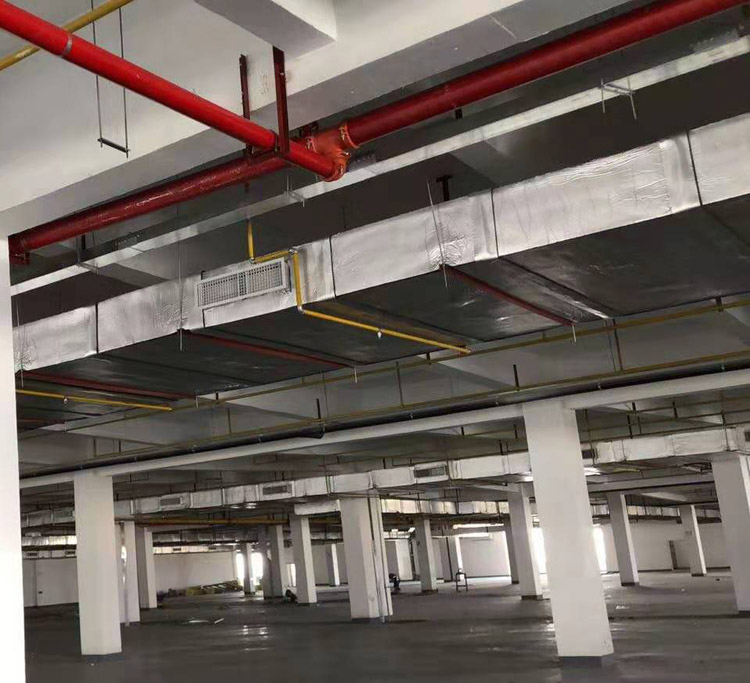
二、风管的加固方法
角钢加固:风管大边超过规定而小边未超过规定时,用法兰规格角钢对在右边,然后进行加固,这种方法多适用于暗装风管。
角钢框加固:角钢框装在风管和弯头中部。
肋条加固:用1—1.5mm的镀锌钢板条作为肋条,在风管内壁间断铆住,这种方法多适用于明装风管。
滚槽加固:用压力或其它机械在管壁上作成滚槽,但由于在槽缝内易积存灰尘,所以在通风空调净化系统中不怎么采用。

三、河南不锈钢风管与部件的制作要求
(1)加工场地要铺上木板或橡胶板,并把板上的铁屑、锈迹以及杂物等清扫干净。
(2)下划线时不能用金属划针在其表面划线或冲眼,应使用样板进行套裁,以免破坏其表面。
(3)剪切不锈钢板时,应调整好上、下刀刃的间隙,一般应为板材厚的0.04倍。
(4)不锈钢风管的板厚小于1mm时,应用咬口连接,且咬口宽度应比普通钢板宽一些,一般为12—14mm,并用不锈钢铆钉铆接法兰。但当板厚大于1mm时,宜采用焊接不能采用气焊。
(5)用手工咬口时不要用普通钢工具,机械加工时要清除机台上的铁屑、铁锈以及杂物。注意咬口应一次完成,不能多次进行,因为这样容易造成风管爆裂。
| 产品品牌 | 伟业通风 |
|---|---|
| 包装 | 电话详情13027766255 |
| 规格 | 电话详情13027766255 |
| 材质 | 电话详情13027766255 |
| 其他 | 电话详情13027766255 |